We use cookies to make your experience better. To comply with the new e-Privacy directive, we need to ask for your consent to set the cookies. Learn more.
Routing Other Materials
Not only is the router a superb tool for use with solid wood and timber based products, it can also cut and shape a variety of other materials. See below some of the other materials you use can your router with.
Plastics

Most forms of plastic such as Perspex, PVC, ABS and Tufnol can be machined with the router. The composition of these materials varies enormously so a good start to assess their machining characteristics is to refer to the trade name on the particular manufacturer’s website as they usually publish all the cutting data there.
Plastics are either cast or extruded, the thinner sections of the latter generally being more brittle and difficult to work. As you would imagine, the harder and denser materials tend to machine more cleanly. For instance Tufnol is an excellent template making material that routs cleanly and easily, but is very abrasive.
The main problem when machining plastics such as PVC with its low melting point is the phenomenon of ‘weld back’ where the waste material does not clear properly behind the cutter. The friction heat melts the material which then adheres to the cutter and/or the cut surface. In an industrial situation, this is minimised by using a jet of compressed air to cool the cutter.

Alternatively, you can use a suitable specialised lubricant such as Trendicote, though this has to be applied to the tooling only and not to the work. Effective extraction is also more important when machining plastics.
On the non abrasive plastics, high speed tooling generally cuts cleaner than TCT, and although you can use standard cutters, there are specialised ones for machining plastics that have different clearance angles to minimise weld back.
Spiral cutters are particularly effective as they remove more of the swarf from the cutting area, particularly the upcut versions.
Speed is another factor that you can vary in the pursuit of a cleaner cut. Both feed speed and rotational speed need to be reduced on plastics with low melting points.
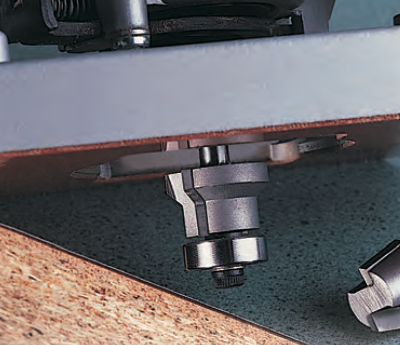
Solid Surface

There is now a variety of cast resin materials made to simulate granite for use as kitchen and bathroom worktops. Such expensive materials are better known under their trade names, such as Corian®, Staron®, Sitestone® and Avonite®.
Although the material will work with standard cutters, there is a range specially designed for them, ranging from simple straight ones to elaborate edge moulding profiles. They have been designed around the special techniques involved in fabricating sections of these materials in kitchen worktop construction.

Sections are edge moulded after they have been glued together. The bearing guided cutters are fitted with plastic sleeves to prevent them marking the surface.
Although resin boards machine easily, they do produce clouds of fine powdery dust so extraction is vital.
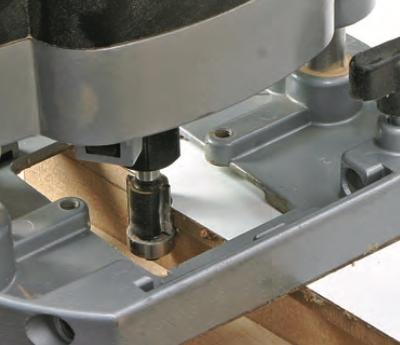
Laminates and Veneers

Laminate overlays are commonly used to provide a hard wearing surface on table and worktops, whilst veneers are used to cover manmade sheet materials to give the impression of solid timber.
Although widely used, both these materials are very difficult to trim neatly by hand as they chip and splinter very easily.
However, with its fast revolving cutter, the router will leave a clean cut edge that requires no further attention. The secret is not to try and trim off too much in one pass; as a general rule never leave more than 3mm of overhang to trim back. With real wood veneer, a better result is obtained using a down cut spiral cutter that prevents the surface lifting.
A large range of dedicated cutters are available that will trim laminate or veneer flush to an edge. These vary from very simple straight cutters that require the use of a side-fence, self guiding cutters or combination trimmers.

Double trimmers designed for professional use allow you to cut both faces at once, either finishing the laminate flush or with a chamfered edge. For heavy duty use, it is worth considering using a cutter with replaceable blades, as they are usually made from a longer lasting grade of tungsten carbide.
For trimming back to an internal profile, a ‘pierce and trim’ cutter is ideal as this cuts the laminate back to the aperture. For instance when you are laminating over a sink opening. Their small diameter allows you to work right into a tight corner. Once again, double trim versions are also available to trim the two faces simultaneously.

Flat bottomed trimming cutters with 3 cutting edges are designed for flushing off hardwood lippings or plastic edging. They have bevelled corners to prevent scoring and leave a super-fine finish.
For perfect results these need to be used with a fine depth adjuster on the router, and you will also need to lift the router base slightly with a stepped sub-base jig to provide enough clearance over the upstanding edge.
If you need to trim laminates on a regular basis there is scaled down router available for just this purpose. It will take most of the smaller cutters as well as a roller guide for curved work.
The main advantage over a standard router being that it is lighter and easier to handle.

If you are covering the edge and face of a board, the normal procedure is to stick on the edge lippings first and then trim them back before fitting the face. This prevents the face surface being marked or damaged by the lower edge of the cutter if you do it the other way round.
Set the trimmer up on its stepped base and fit a bottom flush trimming cutter, adjusting the depth of cut with the fine adjuster until it just skims the uncovered top surface. To make the cut, now move the router in a clockwise direction, which is contrary to normal practice, as the rotation of the cutter will then push the laminate back against the edge and prevent it chipping off.
Once the lippings have been trimmed flush with the top, the faces can be covered. Cut the laminate big enough to leave a 3mm overhang all round. Any glue squeezing out needs to be removed promptly as it can interfere with the cutter and clog it, particularly the bearing guided type.
When the glue is properly dry, use a straight or angled trimmer to cut back the excess and leave a neat and professional looking edge. To minimise the risk of marring the edge when trimming back the top, make sure the bearings are in good condition, or if you are using an integral pilot guided bit, use wax or Vaseline as a lubricant.
Sometimes it is necessary to butt joint two pieces of laminate together if there is a large area to cover. The only sure way to make the two edges mate up perfectly, is to overlap them slightly and then cut through both simultaneously using the router guided with a straightedge.
Set a small diameter straight TCT bit so that it just cuts through into the supporting material. Any slight deviations will be mirrored on each edge and the fit should be perfect.
Laminate is an extremely abrasive material, even for TCT cutters and will soon wear the cutting edges. To maximise the cutter life always limit the amount of overhang for trimming back to about 3mm. Just a small increase on this will raise the cutter wear by as much as 400%.
Also, vary the depth of cut to spread the wear along the whole cutting edge rather than concentrating it in one spot.
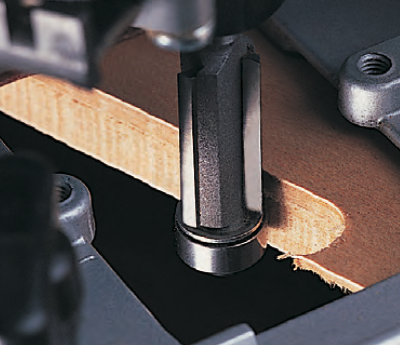
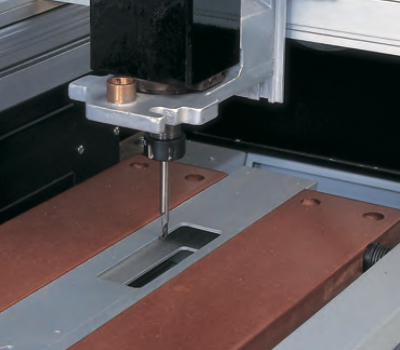
Metals

Most non-ferrous metals can be machined with a router and standard cutters, with materials like brass and copper being the easiest to work as they are self lubricating.
However, aluminium is a little more difficult as there are so many different grades, all with their own working characteristics. Some of the cheaper, softer grades are more difficult to work than the harder better quality ones.
Special HSS or HSSE spiral flute cutters are preferred, although standard ones can be used. TCT cutters do not give such a clean finish as the HSS variety.
Specialised HSSE tooling used in the window industry has been developed from end mill tools used in engineering and is made from high grade HSS with added cobalt to make it more durable.
HSSE cutters have a relieved cutting edge to help waste clearance and the cutting angle is shallower to resist the abrasive properties of the hard coating of anodised aluminium. These cutters will plunge-drill and mill lateral slots in extruded sections for door and window making. Upcut spirals are better as they lift the waste material away, because like plastic, aluminium is subject to weld back.
Some form of lubricant is a must and on industrial machines a mist spray of water soluble oil is used to maintain low cutting temperatures to minimise this problem.
This is obviously not feasible on a hand router, so you need to use PTFE spray or apply lubricating wax to the tooling.
It is not safe to machine metals with a router mounted in a table as the metal swarf will fall into the router’s manifold and damage the interior workings of the router.
It is also essential that the work is securely clamped as there is much more likelihood of it being snatched by the cutter. Rotational speed should be set around 10-12,000 rpm and feed speed reduced to a maximum
of 1.5m per minute. Only very shallow passes should be attempted and some experimentation will be needed to find the best combination.
Despite all these precautions, the working life of a cutter used on metal is greatly reduced, and they will need to be renewed or resharpened on a regular basis.
Other Materials

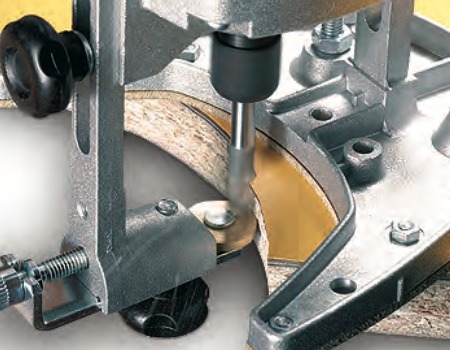
Fibreglass (GRP) is another material that can be worked with a router, the normal application being to trim off the ‘flash’ around the edge of mouldings. As this material is effectively just strands of glass, it is highly abrasive and special solid tungsten coarse cut rasps are used in preference to conventional cutters.
The coarseness of the burr does vary and they are available with end cut and bearing guides for template work. Others are suitable for carving and grinding work in a variety of materials, but all must be used at the recommended speeds, which can vary between 10-30,000 rpm.






